Lithium Ore Beneficiation Flowcharts
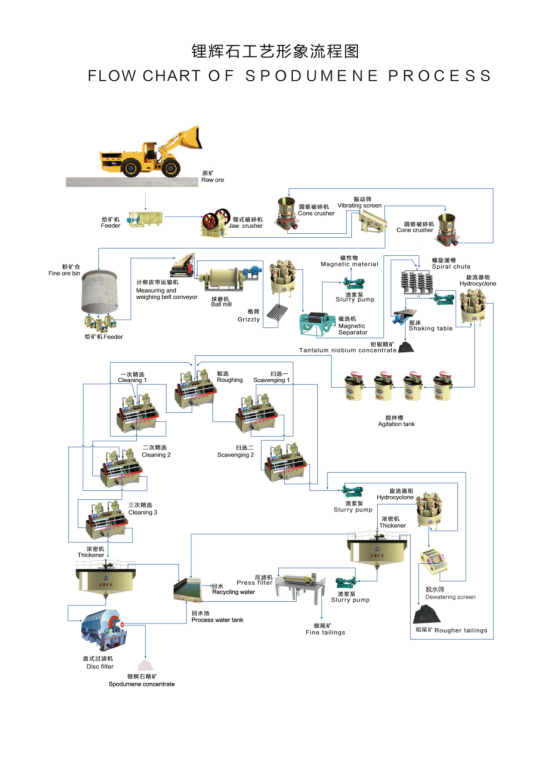
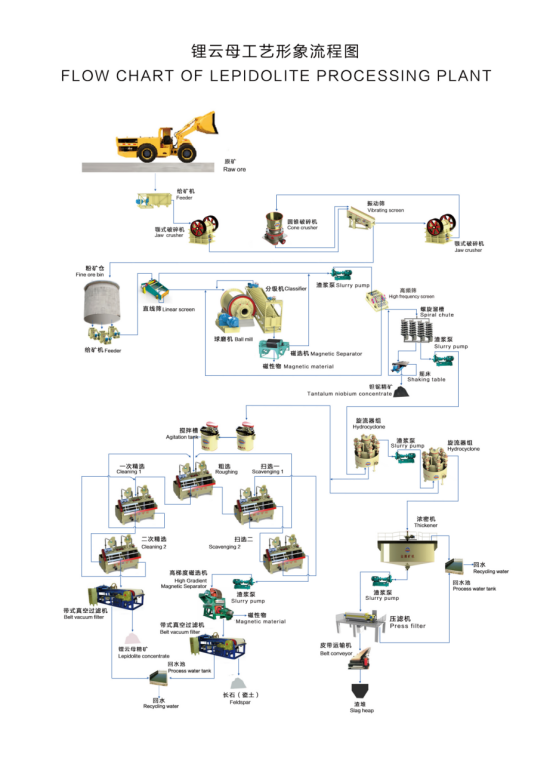
This method is primarily used for the separation of minerals such as lepidolite and spodumene; it constitutes the most predominant beneficiation technique. Both of these minerals require desliming prior to flotation. Following desliming, lepidolite is typically processed via direct flotation to yield a concentrate; the standard flotation circuit for lepidolite generally consists of one stage of roughing, one stage of scavenging, and two stages of cleaning. Spodumene flotation can be executed via either direct flotation or reverse flotation. Direct flotation involves the addition of chemical reagents followed by vigorous agitation to float away the argillaceous (clay-like) impurities adhering to the spodumene surface, with the resulting flotation froth constituting the spodumene concentrate. Reverse flotation involves the addition of reagents and vigorous agitation to float away impurities—such as quartz and argillaceous matter—contained within the ore, leaving the flotation tailings as the spodumene concentrate. The standard flotation circuit for spodumene generally consists of one stage of roughing, two stages of scavenging, and three stages of cleaning. The typical grinding fineness for spodumene is such that 60–80% of the material passes through a 0.074 mm sieve. The flotation recovery rate for spodumene generally ranges from 65% to 85%.
This method is frequently employed to treat lithium ores containing iron-bearing impurities. Since these impurities exhibit weak magnetic properties, strong magnetic separation techniques are required to remove them, thereby yielding a low-iron spodumene concentrate.
For spodumene ores characterized by relatively coarse crystal grain sizes, heavy media separation can be utilized to separate the lithium ore into a heavy mineral product. Typically, the lithium ore—having first undergone washing and desliming—is mixed with a heavy medium (heavy media are classified into heavy liquids and heavy suspensions; in this context, the term primarily refers to heavy suspensions). This mixture is then fed under a pressure of 0.05–0.20 MPa into a heavy media cyclone separator, where the lithium concentrate is effectively separated. **Flotation-Magnetic Separation Method**
This method begins by utilizing a composite collector—consisting of oxidized paraffin soap and naphthenic acid soap—along with NaOH as a pH regulator. Operating within an alkaline pulp environment, a flotation process comprising one roughing stage and one cleaning stage is employed to produce a spodumene concentrate. This concentrate then undergoes high-intensity magnetic separation to remove iron impurities, thereby yielding a final spodumene concentrate with a low iron content.
After the ground ore material undergoes pulp conditioning, it enters the gravity separation stage (designed to recover products such as tantalum and niobium). The tailings from this gravity separation stage are subsequently thickened and deslimed using a thickener. The resulting pulp is then conditioned through the addition of oleic acid and oxidized paraffin soap; under highly alkaline conditions, a spodumene concentrate is recovered via flotation. Finally, this concentrate undergoes high-intensity magnetic separation to further remove iron impurities and achieve purification.
Lithium Ore Beneficiation Process Flowchart
Related Case Study
A spodumene mine in Zimbabwe, with a raw ore grade of 1.2% Li₂O, commissioned Henan Bailing Machinery to design a beneficiation scheme. We implemented a combined process featuring “Crushing–Stage Grinding–Gravity Separation Tailings Rejection–Flotation for Lithium Recovery.” The raw ore was subjected to two-stage crushing to a particle size of 15 mm. It then underwent gravity separation using spiral chutes to preliminarily reject 30% of the tailings. The resulting concentrate proceeded to stage grinding, achieving a fineness where 80% of the particles were finer than 0.074 mm. Flotation was then performed using a composite reagent system comprising NaOH (to adjust pH to 11.5), oleic acid, and oxidized paraffin soap. Ultimately, a lithium concentrate with a Li₂O grade of 6.8% and a recovery rate of 85% was obtained, while the Li₂O grade in the final tailings was reduced to 0.3%, successfully meeting the client’s beneficiation requirements.