Antimony Ore Beneficiation Flowchart
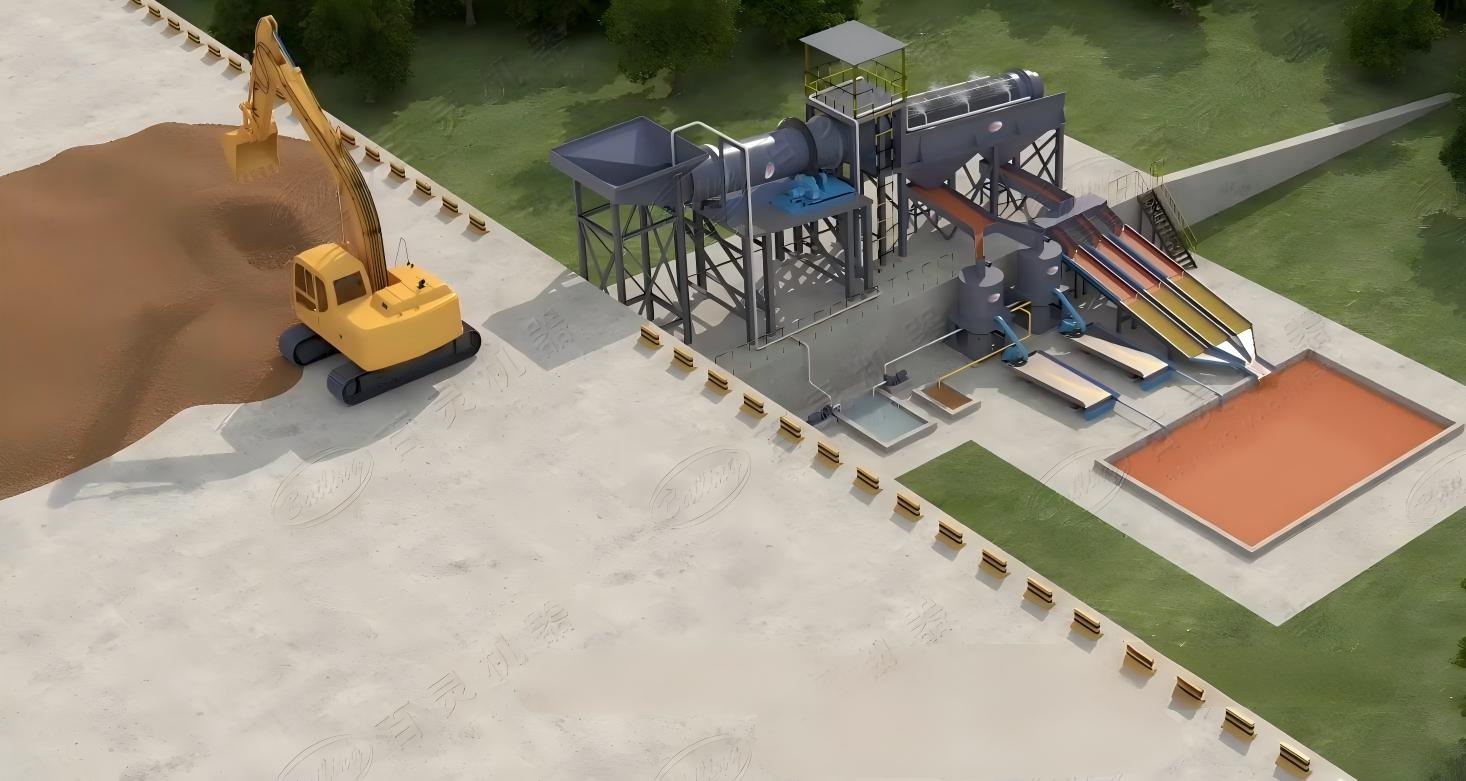
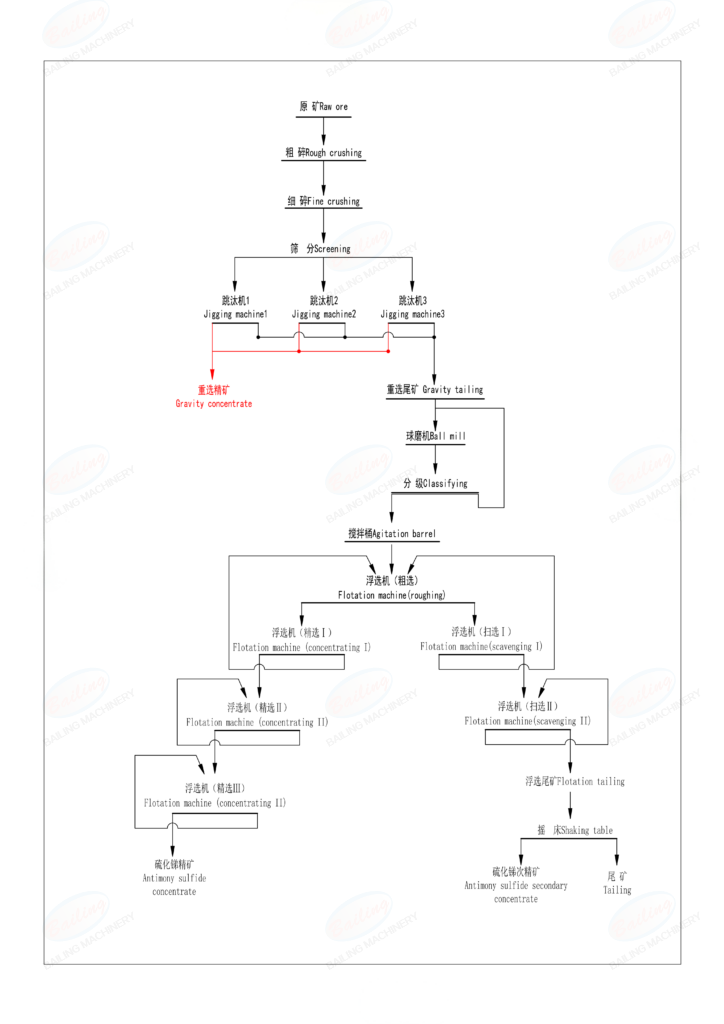
After manual sorting, the raw ore undergoes coarse and fine crushing to reduce the particle size to below 30 mm. It is then screened and classified into three size fractions: 8–30 mm, 2–8 mm, and 0–2 mm.
Commonly used gravity separation methods include heavy medium separation, jigging, sluicing, and shaking table separation.
The tailings from the gravity separation stage undergo grinding and flotation. The flotation circuit employs a process flow consisting of one roughing stage, three cleaning stages, and two scavenging stages. This flotation process yields high-grade antimony concentrate powder. The flotation tailings are then subjected to gravity separation using shaking tables to recover fine-grained antimony oxides, resulting in a high-grade antimony concentrate and final tailings.
Antimony Ore Beneficiation Process Flowchart
Related Case Study
For a specific high-sulfur antimony ore (raw ore grade: 1.8% Sb, 12% S), Henan Bailing Machinery implemented a “priority antimony flotation—sulfur depression flotation” process. Using butyl xanthate (150 g/t) as the collector and a combination of zinc sulfate (600 g/t) and lime (1000 g/t) as the depressants, the process—comprising one roughing, two cleaning, and three scavenging stages—successfully produced an antimony concentrate (grade: 52.3% Sb; recovery rate: 91.5%). Subsequently, the tailings underwent sulfur flotation to recover a sulfur concentrate (sulfur recovery rate: 75%), thereby achieving the efficient separation of antimony and sulfur.